Your silicon carbide micropowder can still perform poorly even when D50 looks perfect because D50 only represents the midpoint of the particle size distribution, while real performance depends on the full PSD—including fine particles (D10), coarse particles (D94), and overall distribution shape. If these are not properly controlled, defects like scratches, high viscosity, and unstable performance will still occur.
Silicon carbide micropowder buyers often receive a COA showing a qualified D50.
On paper, everything looks correct.
But once the material enters production, the result may be very different:
- Scratches appear during polishing
- Surface finish becomes unstable
- Ra/Rz values fluctuate
- Slurry viscosity rises
- Cutting efficiency drops
This is one of the most common hidden risks in silicon carbide micropowder purchasing.
The real problem is simple:
A “perfect D50” does not guarantee stable performance.
For overseas buyers, especially those sourcing for lapping, polishing, precision grinding, ceramic processing, semiconductor applications, or surface treatment, understanding particle size distribution (PSD) control is far more important than checking only one number on the COA.
This article explains why PSD matters, what D10/D50/D94 really mean, how different testing methods create confusion, and how U can reduce quality risk before mass purchasing.
What Is Particle Size Distribution in Silicon Carbide Micropowder?
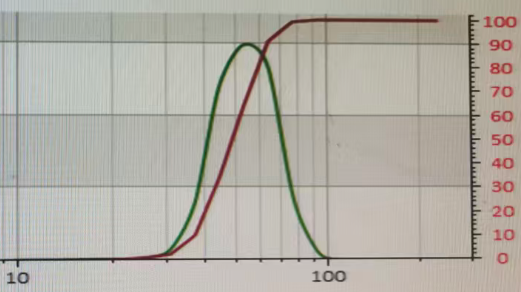
Particle size distribution (PSD) shows how particle sizes are spread inside one batch, and this distribution directly affects cutting behavior, scratch control, slurry stability, and final surface quality.
Particle Size Distribution, or PSD, describes how particle sizes are spread within a batch of silicon carbide micropowder.
It does not only tell U the “average” particle size.
It tells U:
- how many fine particles are present
- how many coarse particles are present
- whether the particle curve is narrow or broad
- whether the batch is likely to behave consistently in real use
For technical buyers, PSD is one of the most critical indicators behind:
- cutting behavior
- scratch control
- slurry stability
- dispersion performance
- final surface quality
- batch-to-batch consistency
A micropowder with a qualified D50 may still fail in production if its fine tail or coarse tail is not properly controlled.
Why Can D50 Alone Mislead Purchasing Decisions?
Because D50 only shows the midpoint of the particle size curve. It does not tell U whether the batch contains too many fines or too many coarse particles.
Many buyers first check D50 because it is widely listed on the certificate of analysis.
D50 means the median particle size.
In simple terms, 50% of the particles are smaller than this value, and 50% are larger.
That sounds useful.
But it is not enough.
A batch can have the correct D50 while still containing:
- too many ultrafine particles
- too many oversized particles
- a very broad size spread
- a PSD curve that does not match the customer’s real process window
That is why some buyers face this frustrating situation:
The laboratory data looks acceptable, but the production line does not run smoothly.
This is especially common in applications where surface finish, cutting precision, or slurry rheology are sensitive.
Which PSD Values Should U Really Focus On?
For real production control, U should not only check D50. U should focus on D10, D50, and D94 together, because each one reflects a different risk inside the powder.
For silicon carbide micropowder evaluation, the most practical PSD indicators are usually D10, D50, and D94.
PSD Parameter Meanings
| Parameter | Meaning | Main Risk if Out of Control | Production Impact |
| D10 | 10% of particles are smaller than this size | Too many fines | Higher slurry viscosity, lower cutting efficiency, poor dispersion stability |
| D50 | Median particle size | Average size may look correct while tails are still problematic | Can create a false sense of quality security |
| D94 | 94% of particles are smaller than this size | Too many coarse particles | Scratches, defects, unstable surface finish, customer complaints |
What Each Value Tells U
D10: The Fine Particle Risk
When D10 is too low, it often means the batch contains excess fine particles.
This can lead to:
- increased slurry viscosity
- reduced cutting aggressiveness
- poor flow behavior
- higher chemical or binder demand
- unstable polishing response
For buyers using silicon carbide micropowder in slurry systems, lapping compounds, or precision finishing, D10 control is often directly linked to process stability.
D50: Useful but Incomplete
D50 is still important.
It helps define the central particle size level.
But it should never be used alone as the final judgment standard.
A supplier can deliver a “perfect” D50 while the true usable performance remains unstable.
D94: The Hidden Scratch Trigger
When D94 is too high, the batch may contain too many coarse particles or oversized grains.
This is one of the biggest causes of:
- unexpected scratches
- poor surface consistency
- visible defects after polishing
- unstable Ra/Rz performance
- premature rejection by end users
If U are buying for precision applications, D94 deserves more attention than many suppliers give it.
Why May U Still See Scratches and High Viscosity Even with a Good COA?
Because a normal-looking COA can still hide excess fines, oversized particles, or a broad PSD curve. In other words, the batch may pass on paper but still fail in production.
This is where many purchasing problems begin.
A supplier may provide a COA that looks technically acceptable.
But the actual production behavior still shows defects.
The most common reasons are below.
- Excess Fine Particles Increase Slurry Viscosity
When there are too many fines, the total surface area of the powder increases sharply.
That changes the slurry system.
Common results include:
- thicker slurry
- harder dispersion
- lower cutting efficiency
- more unstable process control
- higher consumption of dispersants or additives
This means the buyer is not only paying for powder.
The buyer may also pay through lower line efficiency and more process adjustment.
- Excess Coarse Particles Cause Scratches
Even a small amount of oversized particles can damage polishing or lapping performance.
This is especially serious in:
- precision ceramics
- sapphire processing
- optical materials
- semiconductor-related polishing
- fine surface finishing applications
In these cases, one unstable coarse tail can create defects far beyond the value of the raw material itself.
- Narrow Spec on Paper Does Not Always Mean Narrow PSD in Reality
Sometimes a supplier gives a PSD value list, but the overall particle distribution curve is still broad.
That means the material may technically pass individual numbers while still behaving inconsistently in use.
- Different Testing Methods Produce Different Results
This is one of the most overlooked causes of disputes between supplier and buyer.
A supplier may test by one method.
The buyer may test by another.
Both sides may be honest.
Yet the results can still be different.
Why Do Testing Method Differences Create PSD Confusion?
Because different testing methods measure particles in different ways, the same batch can show different PSD results in different laboratories.
Silicon carbide micropowder PSD results depend heavily on the testing method.
If the supplier and buyer do not use the same method, direct comparison becomes risky.
Common Particle Size Testing Methods
| Testing Method | Basic Principle | Typical Strength | Common Limitation |
| Laser diffraction | Measures light scattering pattern from particles | Fast, repeatable, widely used | Sensitive to dispersion settings and optical model assumptions |
| Sedimentation | Measures settling behavior in liquid | Traditional and still trusted in many abrasive applications | Slower, affected by particle shape and density assumptions |
| Electrical resistance | Measures particle passage through an aperture | Useful for certain fine powder control systems | Test range depends on aperture selection and setup consistency |
Why Results May Differ
Different methods do not “see” particles in exactly the same way.
The differences may come from:
- measurement principle
- sample dispersion condition
- instrument model
- operator method
- calibration standard
- aperture size selection
- shape sensitivity
- agglomeration handling
As a result, the same batch may show different D10, D50, or D94 values in different labs.
That is why many cross-border quality disputes are not caused by bad faith.
They are caused by testing misalignment.
What Buyer Problems Are Commonly Caused by Poor PSD Control?
Poor PSD control usually leads to unstable polishing, scratch defects, viscosity problems, and repeated disagreements between supplier data and buyer test results.
Below is a practical summary of what overseas buyers often experience.
Common Problems and Their PSD Root Causes
| Production Problem | Likely PSD Cause | What It Means for the Buyer |
| Scratches during polishing | D94 too high, oversized particles present | Higher defect rate, more rework, reduced yield |
| Unstable Ra/Rz | Broad PSD or inconsistent coarse tail | Difficult process control, poor final surface consistency |
| High slurry viscosity | Too many fines, D10 too low | Lower cutting rate, poor flow, extra additive cost |
| Reduced cutting efficiency | Excess fines or poor PSD balance | Lower productivity and higher material consumption |
| Batch-to-batch instability | Poor process control or inconsistent classification | Unstable production planning and quality complaints |
| Supplier-buyer data mismatch | Different testing methods | Long discussions, delayed approval, distrust in COA |
Why Does PSD Control Matter So Much in B2B Procurement?
Because unstable PSD does not only create technical trouble. It also creates commercial risk, approval delays, and higher hidden costs for the buyer.
For a distributor or end user, PSD is not only a technical issue.
It is a purchasing risk issue.
When PSD is unstable, U may face:
- higher trial cost
- more incoming inspection failures
- longer customer approval cycles
- higher complaint rate
- reduced confidence in repeat orders
- lower predictability in long-term contracts
For manufacturers producing high-value finished products, the real cost of unstable micropowder is often much higher than the raw material price difference.
That is why serious procurement teams increasingly evaluate suppliers based on PSD control capability, not just quote price.
What Does Good Silicon Carbide Micropowder PSD Control Look Like?
Good PSD control means the supplier can manage particle distribution through raw material selection, crushing, classification, testing, and batch consistency—not just provide one acceptable COA.
A reliable supplier should not only provide a COA.
A reliable supplier should be able to explain how PSD is controlled through the full process.
Key Elements of Strong PSD Control
| Control Area | What U Should Expect from the Supplier | Why It Matters |
| Raw material consistency | Stable raw feedstock and controlled source quality | Reduces upstream variability |
| Crushing system | Controlled crushing and shaping process | Prevents unnecessary fines and oversized particles |
| Classification process | Multi-stage and stable classification | Improves PSD narrowness and consistency |
| Testing capability | Reliable particle size analyzer and standard method | Improves data credibility |
| Internal QC standard | Tight internal control window, not only final pass/fail | Reduces batch fluctuation |
| Lab alignment support | Willingness to compare methods with customer lab | Prevents unnecessary disputes |
| Batch traceability | Full lot tracking and documentation | Helps solve complaints faster |
How Can U Reduce PSD Risk Before Placing a Large Order?
The most effective way is to verify the full PSD, confirm the testing method, and align standards with the supplier before bulk production begins.
For overseas buyers, the smartest approach is not to wait until a complaint happens.
The smarter approach is to reduce the risk before mass production begins.
- Do Not Judge Quality by D50 Alone
Always ask for at least:
- D10
- D50
- D94
- test method
- test standard
- sample preparation details if possible
- Confirm the Supplier’s Testing Method
Ask the supplier:
- Which instrument is used?
- Is the test based on laser, sedimentation, or electrical resistance?
- How is the sample dispersed?
- Are the internal settings stable from batch to batch?
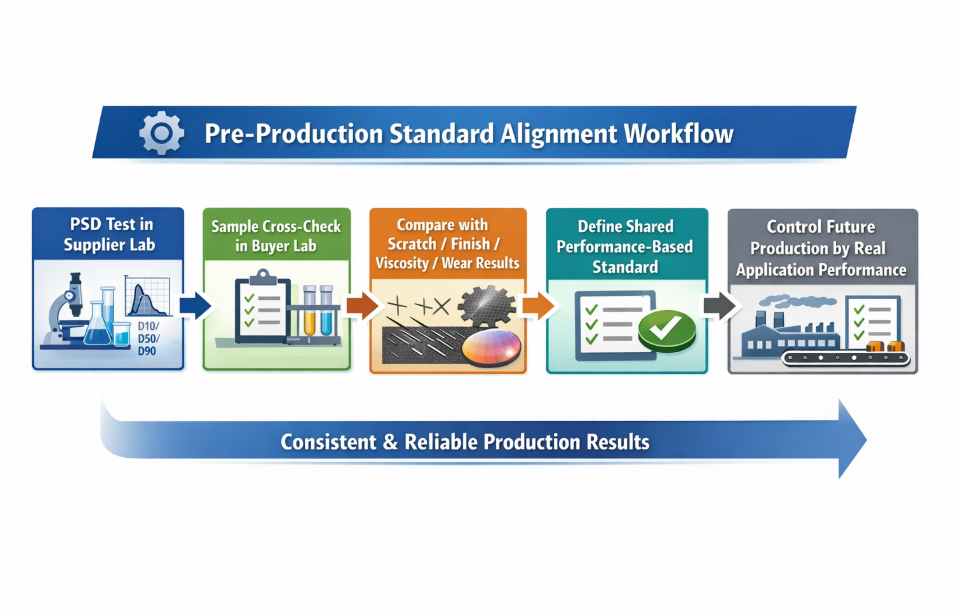
- Compare Results Using the Same Sample
One of the most effective solutions is standard alignment before mass production.
This means:
- the supplier tests one sample
- the buyer tests the same sample
- both sides compare results
- differences are identified in advance
- an agreed internal control window is created for future production
This is often the best way to avoid repeated debates later.
- Evaluate PSD Stability Across Multiple Batches
Do not only test one approval sample.
If possible, review consistency over several lots.
A supplier that can only make one good sample is not enough for long-term cooperation.
- Connect PSD Data to Real Process Performance
Whenever possible, relate lab data to real production results such as:
- scratch level
- surface finish
- removal rate
- slurry stability
- tool wear behavior
That helps U build a more useful purchasing standard than relying on PSD numbers alone.
Final Conclusion
If U are sourcing silicon carbide micropowder, a qualified D50 should be treated as a starting point, not the final answer.
The real quality risk often hides in:
- D10, where excess fines raise viscosity and reduce efficiency
- D94, where coarse particles create scratches and defects
- testing method differences, where supplier and buyer data no longer match
- unstable process control, where one good sample cannot guarantee repeat performance
For serious B2B procurement, the right question is not:
“Is the D50 correct?”
The better question is:
“Is the full PSD under control, and is that control aligned with your real production method?”
That is the difference between buying powder and securing stable performance.
FAQ
Is D50 enough to judge silicon carbide micropowder quality?
No. D50 only shows the median particle size. It does not reveal whether there are too many fines or coarse particles. U should also evaluate D10, D94, and the testing method used.
Why does silicon carbide micropowder cause scratches even when the COA looks normal?
The most common reason is poor control of coarse particles. If D94 is too high or oversized particles are present, scratches and surface defects can still occur.
Why does slurry viscosity become too high?
This often happens when the powder contains too many fine particles. Excess fines increase surface area, which can raise viscosity and reduce cutting efficiency.
Why do supplier and buyer PSD reports differ?
Because different instruments and methods can produce different results. Laser diffraction, sedimentation, and electrical resistance do not measure particles in the same way.
What is the best way to reduce PSD risk before a bulk order?
Use a pre-production sample and perform standard alignment between the supplier’s lab and the buyer’s lab. This helps both sides build a shared quality control window before mass production.